松夏减震器,安全又耐用



主页 > 使用安装 >
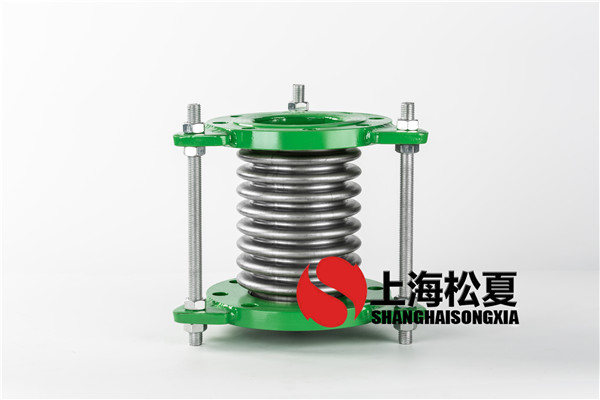
温州波纹金属软管哪种好
温州波纹金属软管哪种好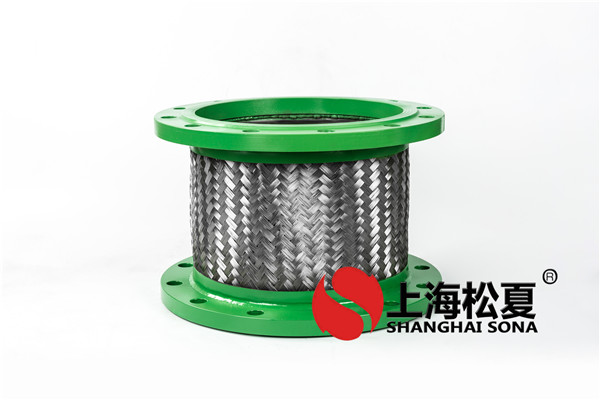
1、金属软管的台面吸附力不够强,加工一整张板子的问题不大,但是要是加工小板材的时候可能就会产生吸附不住的现象。
2、软件的设计路径不够精确,因为每一个不同的板材可能会有不用的纹路。比如说是从哪里开始金属软管、怎么走好金属软管、定位在哪一个点,这跟切什么板材是有一定牵连的。
3、加工后的第一块板材,台面不清洁也会影响到金属软管吸附力,所以在加工下一块板材时可能会出现跑板现象。
4、当使用金属软管时,台面上还要加一块密度板作为底板,这样加工时在底板上留下的金属软管痕左右深浅不一样,就是设备吃底板,底板不及时更换,吸附气泄漏就会在运行时发生跑板。
5、这一点是较为重要的,在金属软管运行后期是没有方法进行调整的,就是Y轴导轨是在组装的过程中机架和床身的接触面积是人工钻孔,孔位置不在一条直线导轨两侧的机架安装不在同一水平面,设备运行快,轻微的颤抖,及时在现场必须肉眼看不出来,但是这样会导致跑板的现象。
上一篇:西安接头金属软管是不锈钢的吗 下一篇:江阴包塑金属软管一箱多少米
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层