松夏减震器,安全又耐用



主页 > 使用安装 >
沧州波纹金属软管怎么接
沧州波纹金属软管怎么接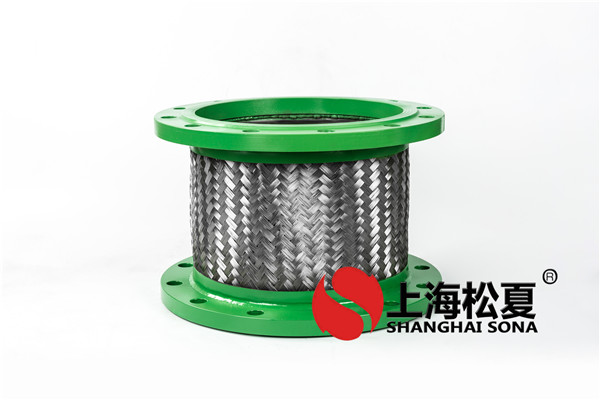
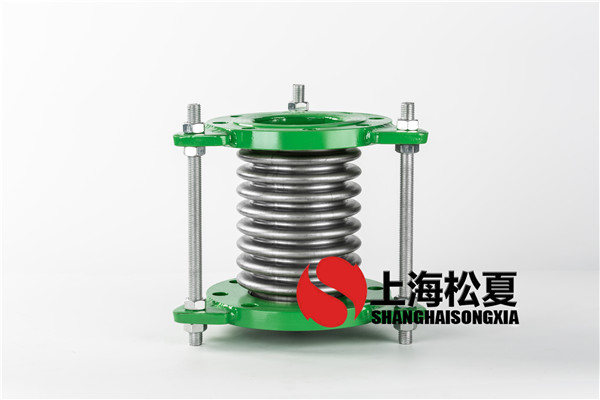
弹性元件的制造工艺过程一般包括两个步骤:一是元件的成形工艺;二是使成形的元件组装为成品。在成形过程中,坯料须经过冲压、拉伸、弯曲、绕制等工序或者反复多次。通过成形工艺,得到所要求形状和尺寸精度的弹性元件。
使用冷作硬化型材料制造弹性元件时,在成形过程中材料必须达到一定的塑性变形量,才能保证元件的强度性能。元件成形时要考虑材料的弹性回复。弹性元件使用的材料如果要通过热处理达到所要求的性能时,为了防止热外理过程中发生变形,应将元件放置在专用器具内进行热处理。为避免热处理后出现表面氧化,弹性元件要在有保护气氛的炉子或真空炉中进行热处理。弹性材料的热处理规范要选择恰当,这样才能使元件获得佳的性能。
金属软管类组件制造工艺中的一个重要环节是毛坯、弹性元件与配件相互间的焊接。金属软管用大直径金属软管的管坯,一般用薄板料对接缝焊而成,并经多层套迭在一起。焊接方法采用熔焊,要求在焊接过程中不能造成变形或降低其性能,焊缝与母材必须结合良好。在材料组织转变温度以上长时间受热的焊接方法是不可取的。一般可采用点焊和短脉冲颖焊等焊方法,板材只在一个窄小区域内受热,不会使其它部位的相组织发生变化。用于压力作用下的金属软管及其它弹性元件,焊缝必须达到足够的强度和确保气密性。
弹性元件的焊接质量取决于焊接方法及施焊规范。目前薄壁件的焊接大多采用滚轮短脉冲焊、氩弧焊和电容储能焊等方法,电子束焊也有应用。当元件的壁厚较薄时,可以采用微束等离子焊、激光焊、光束焊等。
上一篇:武汉金属软管接头多长 下一篇:太原金属软管丝接多少钱
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层