松夏减震器,安全又耐用



主页 > 使用安装 >
佛山金属软管多少钱
佛山金属软管多少钱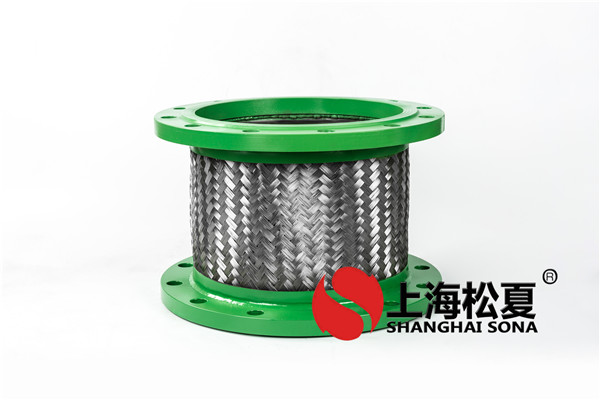
1、 金属软管两接头胶梗削平,长度在15-30cm之间。
2、将接头磨粗,并用汽油或丙酮擦掉表面油污,晾至表面干燥。
3、 在表面干燥的金属软管两头搭接,用丁基胶粘带将金属软管进行粘贴,加压放置半小时,即可施工浇注金属软管。二、现场热接硫化法金属软管接头这就是采用热硫化模具和生胶片进行现场的硫化热接的工作,施工的时候相比较上一种方法是比较难的,但是街头的最终效果是非常的好的,适合哪种对工程质量要求比较严格。金属软管热熔焊接头步骤如下:第一步:首先准备好金属软管接头所需要的热硫化复合式焊接机具。
第二步:提前30分钟接通电源进行热熔焊机预热,预热温度应达到130~150℃。
第三步:将金属软管接头切割整齐,利用打磨机对端头进行打磨,宽度不小于5cm。第四步:分别切割10cm宽生橡胶帮接条和1cm宽生橡胶连接条。第五步:拔掉电源,关闭预热焊机,将金属软管接头平铺在焊机底板上。第六步:将1cm宽生橡胶连接条放入接缝中间。然后将10cm宽的生橡胶帮接条平铺在金属软管的打磨面上,保证接缝两侧宽度均等。
第七步:合上热熔机,拧紧螺栓。接通电源5分钟后,再次拧紧螺栓加压(以两个人拧不动即可),继续加热5分钟,关闭电源焊接结束。最后一步:热熔焊机冷却20分钟后,取出金属软管,进行焊接的外观检查,合格后方可进行安装作业
上一篇:浙江非金属波纹补偿器一箱多少米 下一篇:无锡包塑金属软管是不锈钢的吗
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层