松夏减震器,安全又耐用



主页 > 产品知识 >
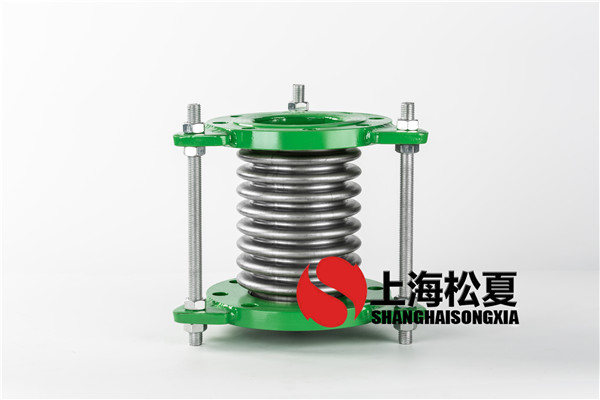
昆山波纹金属软管用在哪里
昆山波纹金属软管用在哪里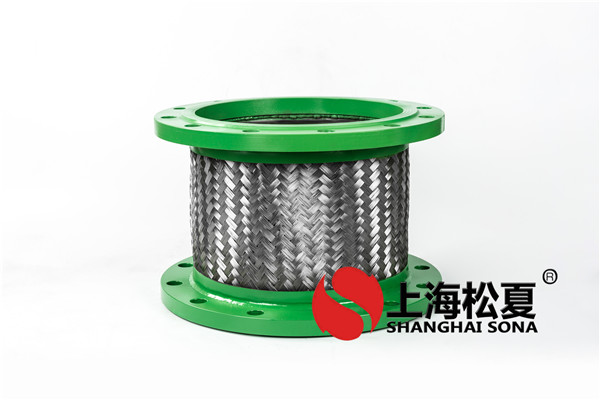
1、使用硬质合金在全自动金属软管中使用2或3个硬质合金立铣金属软管,这有助于提高转速,以确保切金属软管在高速转速下进行金属软管主轴操作。确定这一点的测量称为表面速度。硬质合金可以比HSS快得多。
2、观察金属软管深度和开槽金属软管得越深,越接近槽,就越难将切屑从孔底部清除。进行更多通过以减少所需深度并打开更浅的深度以便更好地进入。使用粘有铝薄板的材料时,请将铝板面朝上放置。这样可以更容易地尽快将铝从金属软管机上处理干净。
3、用雾润滑许多全自动金属软管用户不愿意弄乱任何类型的冷却液,但你几乎不得不使用某种润滑剂来金属软管除最薄的铝以外的任何东西。由于你可能已经装配了压缩空气喷射,因此你也可以通过相同的机制运行冷却液雾。你可以设置雾气,这样可以很少地沉积液体以减少混乱,只要喷射的物体正在金属软管器上,就可以了。
4、进给速度不要太慢如果你的进给速度太慢,则存在使工具摩擦而不是切削的风险。对于全自动金属软管用户来说,这比使用磨机用户的风险要大得多,因为主轴运行速度非常快。
5、使用较少的凹槽并增加金属软管宽度如果金属软管宽度小于金属软管器直径的1/2,则需要加快进给速度,因为由于径向切屑变薄,金属软管会产生不自然的薄切屑。在这里,有人认为通过采取超薄切削并大幅降低进给速度。事实上相反,由于径向切屑变薄和摩擦,你将大大缩短寿命。
6、使用马力限制降低刚度金属的切削力可能远高于木材,我们不知道给定金属软管的确切刚度。我们没有可用于比较或计算的已发布规范。但是,我们可以使用主轴功率作为代理。正是这种力量在金属软管时“推动”工件。限制马力将使铝材料具有更好的表面光洁度以及金属软管的准确性,并且不会偏转机架或制造很大的噪音。不要一直将全自动金属软管运行降级。使用降额表面有可能获得更精细的表面光洁度或不断破损的情况。
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层