松夏减震器,安全又耐用



主页 > 产品知识 >
江苏不锈钢金属软管多少钱一米
江苏不锈钢金属软管多少钱一米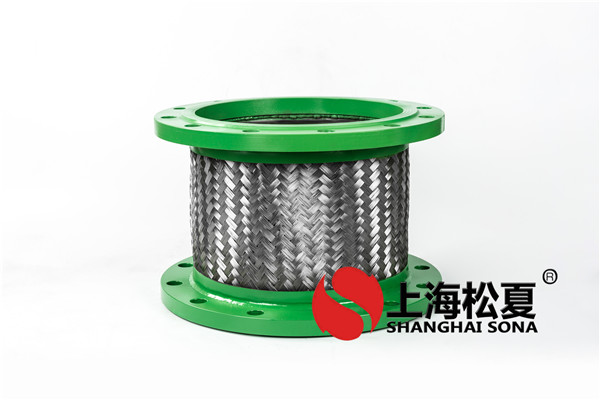
随着金属软管技术的不断发展,和应用领域的不断拓宽,与之对应的金属软管标准也越来越重要与不可或缺,金属软管产品的外观也成为客户衡量产品的重要因素。金属软管在加工完成后为了使产品更加美观,我公司采用了先进的喷塑工艺,利用静电喷粉设备把粉末涂料喷涂到金属软管的表面,在静电的作用下,粉末会均匀的吸收与金属软管的表面,形成粉状的土层,粉状涂层经过高温烘烤流平固化,变成表面光滑、色调一致的涂层,喷塑后的金属软管耐腐蚀、耐老化的效果好,但是喷塑的代价比较高,用于一些要求比较严格的工况,常用的工艺就是比较常见的喷漆处理,在金属软管出厂之前,要对其进行喷漆处理,一方面是增强钢制金属软管的防水性能,一方面也可以不被酸性液体所腐蚀掉。对金属软管外观要求较严格的厂家会观察到,有时候喷漆后金属软管会出现一些细小的气泡,如何才能避免这些呢?其实这得从喷漆这个程序上来说。在喷漆之前要对金属软管表面进行预处理,除去附着于钢板表面的杂质,用稀释剂或清洗剂除去油脂等污垢。如有硫酸盐或腐蚀性盐类,应以清水洗净,以压缩空气吹干才能进行喷漆处理。
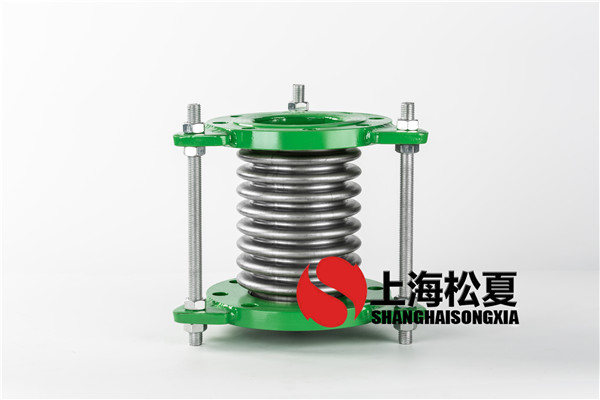
金属软管喷漆一般采用空气喷涂的方法,能使漆在金属软管表面附着的更加均匀。空气喷场所应有良好的通风、除尘、安全设施,其它的要求如下:
1.喷涂前将油漆或防锈剂用香蕉水调至一定粘度,视空气压力、喷嘴大小、涂漆面的需要量而定。
2.喷嘴与金属软管表面的距离为250-400毫米,喷出的方向应尽量垂直于涂漆表面。
3.金属软管内部通常需要喷涂五道工序,在喷砂除锈后一个小时内完成很好道底漆,待表面干后进行下一道喷涂。
4. 为了获得均匀图层,每一喷涂层带的边缘应重叠在前一已喷层带边缘上。喷枪的运动速度应均匀一直,不可时快时慢。
5.正确调整好喷枪。喷出量可由顶针伸出的程度来控制。
6.金属软管喷涂工作完成后,应将喷枪清洗干净。将金属软管放置于干燥通风处进行自然风干。
产品中心
推荐新闻
联系我们
CONTACT US- 联系人:常经理
- 手机:17317317121
- 地址:上海宝山区园康路255号1号楼A区三层